

In the food manufacturing industry, complexity isn’t a byproduct; it’s the baseline. Between managing short shelf lives, navigating ever-evolving food safety regulations like FSMA, HACCP, and GFSI, and ensuring traceability from raw material intake to finished goods, operational oversight is a high-stakes balancing act. Add in the challenges of batch production, fluctuating demand, recipe consistency, and allergen control, and the margin for error shrinks fast.
This is where Manufacturing ERP modules become mission-critical, not as an add-on, but as the operational backbone for food processors. A well-implemented ERP system doesn’t just digitize manual workflows; it offers real-time visibility across inventory, quality, compliance, production, and supply chain performance. According to a recent study, manufacturing companies that implement ERP systems have achieved an average ion of 13% in operating costs, with best-in-class manufacturers realizing reductions of up to 20%.
Whether you’re a CEO looking to improve plant efficiency, an operations manager struggling with traceability audits, or an IT leader trying to unify siloed systems, understanding the core ERP modules in food industry can be the difference between survival and scaling.
In this blog, we’ll break down the essential manufacturing ERP modules that food manufacturing businesses should prioritize, from batch production and inventory traceability to quality control, compliance, and beyond, so you can make informed decisions that move your operations forward.
The Strategic Role of ERP in Food Manufacturing
ERP systems are no longer just accounting tools. They’re the central intelligence of modern food production. For food processors dealing with constant regulatory shifts, short shelf-life products, and production variables that change by the hour, a purpose-built food manufacturing ERP software is a critical enabler, not a luxury.
Modern manufacturing ERP modules connect plant-floor operations with procurement, quality, traceability, compliance, and distribution. They turn scattered spreadsheets and siloed systems into a single source of truth, giving operations leaders and plant managers the real-time visibility they need to run lean, safe, and compliant operations.
Why Food Manufacturers Need a Purpose-Built ERP
Below are the reasons that demand more than a one-size-fits-all solution:
Variable Inputs and Fixed Specifications
A tomato paste may vary in Brix level, but the end product must meet an exact viscosity. ERPs must handle input variability without compromising output standards, using dynamic formulation management that adjusts recipes based on incoming lot specs.
Expiry-Driven Inventory
Shelf-life isn’t just a warehouse concern; it drives everything from purchasing to production sequencing. Food ERPs need native support for FEFO logic, expiry tracking, and automated reclassification of at-risk stock.
In-Process Quality Control
Most food recalls trace back to quality lapses during, not after, the production process. Purpose-built ERPs designed for quality control and management allow real-time QC checkpoints, deviation handling, and batch holds right on the line, minimizing risk and ensuring quality control at all levels.
Catch Weight & Variable UoMs
No two chicken breasts or cheese wheels weigh the same. Without a catch weight capability, your costing, inventory, and customer invoicing will never align.
Batch-Centric Production Planning
In food, you don’t plan in pieces; you plan in batches, shifts, and CIP windows. Food ERP software allows you to build production schedules based on equipment constraints, clean-out protocols, and ingredient shelf-life, rather than static work orders.
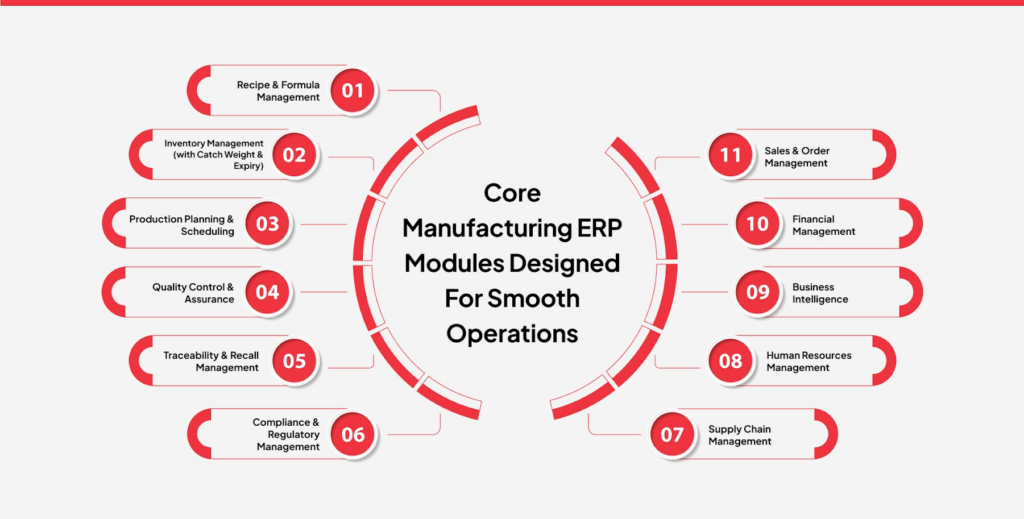
Core Manufacturing ERP Modules Designed for Smooth Operations
Food production is time-sensitive, regulation-heavy, and product-precise. Generic ERPs fail when they don’t account for these realities. Here’s a breakdown of the most essential manufacturing ERP modules, each of which is designed to help you stay compliant, efficient, and profitable.
Recipe & Formula Management
Whether you’re dealing with moisture loss, Brix variability, or seasonal ingredient specs, recipe management modules let you adapt without compromising product integrity. The module helps you manage:
| Key Functions | Business Value |
| Maintain multi-level BOMs with yield loss, by-products, and co-products | Keeps product specs consistent, batch after batch. |
| Auto-adjust ingredient quantities based on solids, Brix, or fat content | Handles natural ingredient variability without manual recalculations. |
| Version control for recipe updates | Ensures accurate reproduction of seasonal or custom SKUs. |
| Nutritional info & allergen tagging | Simplifies food label compliance (USDA, FDA, EU, etc.) |
Inventory Management (with Catch Weight & Expiry)
A food manufacturing ERP software with integrated inventory and warehouse management ensures that stock is rotated using FEFO logic, allergens are stored separately, and traceability never falls through the cracks. The inventory module includes:
| Key Functions | Business Value |
| Catch weight tracking | Enables accurate invoicing for variable-weight items. |
| FEFO picking logic | Minimizes spoilage by moving soon-to-expire items to the front. |
| Expiry alerts & reclassification | Flags ageing stock for timely reallocation or markdown. |
| Zone-based storage tracking | Ensures proper handling of frozen, chilled, or allergen-prone items. |
| Lot-level traceability | Tracks every product from receipt to dispatch. |
| Blocked stock controls | Prevents the use of items pending quality checks. |
| Barcode/RFID support | Speeds up inventory operations and improves accuracy. |
| Cycle counting & automated stock adjustments | Maintains inventory accuracy with regular, low-disruption cycle counts. |
Production Planning & Scheduling
Manufacturing ERP modules, such as production, manufacturing, and scheduling, support visual scheduling boards, capacity planning, and shift-based output, ensuring that every run is optimized for both throughput and compliance.
| Key Functions | Business Value |
| Batch planning with shift & resource constraints | Maximizes floor utilization and avoids costly overtime. |
| CIP (Clean-in-Place) cycle integration | Minimizes downtime and ensures sanitation compliance. |
| Allergen-aware sequencing | Prevents cross-contact, reducing allergen-related recalls. |
| Real-time order-driven adjustments | Enables fast response to last-minute changes or cancellations. |
| Shelf-life–based production sequencing | Aligns runs with expiry-sensitive inventory to reduce waste. |
| Equipment availability & changeover logic | Cuts unnecessary delays from setup and cleanouts. |
| Yield & waste forecasting | Helps adjust batch size dynamically for better cost control. |
Quality Control & Assurance
An ERP system for food processing enables quality assurance teams to configure quality gates at every stage, from raw material intake to final packaging, and helps them with:
| Key Functions | Business Value |
| CCP checks are built into production steps | Avoids compliance gaps and product holds. |
| Digital SOP enforcement & documentation | Ensures consistency regardless of staff turnover. |
| Automated holds and deviations logging | Reduces liability and boosts audit-readiness. |
| Integration with external lab systems | Provides proof of quality for buyers or regulators |
Traceability & Recall Management
ERP systems designed for the food industry enable full food traceability, from field to fork, across lots, batches, sub-lots, and even mixed pallets. In the event of a recall, you know exactly what went where, how much is in the field, and how fast it can be locked down. A traceability module facilitates the following:
| Key Functions | Business Value |
| Real-time ingredient tracking per batch | Identifies contaminated or non-compliant inputs before they reach the market. |
| Automated trace paths across mixed lots and rework | Eliminates manual traceback errors in complex batch scenarios. |
| Serialized barcode/RFID tracking | Enables control over high-risk or high-value products. |
| Regulatory-compliant audit trails (e.g., FDA, CFIA, EFSA) | Simplifies documentation for audits and export certification. |
| Integrated supplier traceability scorecards | Helps vet and monitor supplier risk to prevent future recalls. |
| Recall event triggers and workflow automation | Cuts downtime and improves recall execution speed. |
| Mobile-accessible recall dashboards | Provides plant and corporate teams with real-time situational visibility. |
Compliance & Regulatory Management
Compliance is more than documentation; it’s a way of working. From HACCP plan tracking to real-time audit trails, this module ensures that every record is stored, searchable, and ready when inspectors come knocking.
| Key Functions | Business Value |
| HACCP, FSMA, and GFSI documentation tracking | Centralized records for regulatory inspections. |
| CoA (Certificate of Analysis) storage | Verifies ingredient and product safety. |
| Labeling and nutritional compliance | Avoids costly mislabeling penalties |
| Digital audit trails | No scrambling during FDA or internal audits |
Sales & Order Management
This module handles everything from pricing rules by region or customer tier to credit limits. Integrated with production and inventory, sales teams only promise what’s available, and nothing more. The module helps with:
| Key Functions | Business Value |
| Customer-specific pricing and terms | Avoids invoicing errors and disputes. |
| ATP visibility linked to live inventory | Sets realistic lead times and ship dates. |
| Multi-channel support (retail, foodservice, export) | Serves more segments from the same system. |
| Promotions & discount logic | Helps manage trade spend efficiently. |
Financial Management
This module breaks down costing by recipe, batch, SKU, and customer. It supports quick insight into what’s working and what’s bleeding cash. For multi-entity businesses, it also enables consolidated reporting and intercompany transactions.
| Key Functions | Business Value |
| Multi-entity and multi-currency support | Streamlines consolidated reporting across global or regional facilities. |
| Automated landed cost calculations | Provides actual product cost by factoring in freight, duties, and handling. |
| Yield-based costing adjustments | Reflects real production output, not just planned formulas. |
| Audit-ready transaction history | Ensures traceability and compliance for tax and financial audits. |
| Margin analysis by SKU, channel, or customer | Helps optimize pricing and prioritize high-margin products. |
| Financial dashboards with production and sales context | Aligns finance teams with operational KPIs for smarter decision-making. |
Business Intelligence
Your plant generates thousands of data points every hour. BI tools within ERP let you see what matters. Dashboards are configurable, real-time, and can drill down to the lot or batch level, helping you make faster, more intelligent, and more confident decisions.
| Key Functions | Business Value |
| Batch yield analysis | Uses production data to detect inefficiencies. |
| Scrap and waste tracking | Collects production waste metrics and turns them into actionable insights. |
| SKU-level profitability | Pulls from finance, sales, and production to identify high/low-margin products. |
| Compliance dashboards | Aggregates QC, traceability, and audit data to highlight risk areas. |
| Cost leakage analysis | Uses cross-functional data to spotlight hidden expenses. |
| Sales vs. production trend dashboards | Detects gaps between demand and output to improve forecasting. |
| Inventory turnover & holding cost analysis | Uncovers slow-moving stock and high storage costs. |
Human Resources Management
HR modules designed for manufacturing help track employee readiness, manage overtime limits, and align staffing with production shifts. With labor shortages on the rise, this module ensures you get the best from the team you’ve got.
| Key Functions | Business Value |
| Certification and training tracking | Ensures food safety compliance via people. |
| Time, attendance, and shift scheduling | Optimizes labor for seasonal or short-shelf-life ops. |
| Health & safety incident logs | Supports compliance and internal risk controls. |
| Role-based access and user tracking | Keeps critical modules secure and auditable. |
Supply Chain Management
Supply chain ERP module allows procurement to align with demand forecasts, manage supplier certifications, track in-transit goods, and automate reorder points. You get fewer shortages, a controlled supply chain, and tighter supplier relationships.
| Key Functions | Business Value |
| Vendor performance tracking | Identifies delays or quality issues, improving supplier reliability. |
| Lead time forecasting & reorder automation | Prevents raw material shortages and reduces emergency sourcing costs. |
| Inbound logistics visibility | Ensures timely receipt of ingredients, minimizing production disruptions. |
| Integrated procurement planning | Aligns purchasing with actual production needs, avoiding overstock or waste. |
| Multi-location inventory synchronization | Optimizes transfers across warehouses or plants to meet regional demand. |
| Freight and transportation tracking | Controls logistics costs and improves traceability for sensitive goods. |
Implementation Best Practices for Food Manufacturing ERP Systems
Implementing an ERP system for food processing is more than a tech upgrade; it’s a strategic shift in how the business operates. Food manufacturers deal with fast-moving inventory, variable inputs, and strict compliance needs. Without the right approach to the food ERP implementation process, even the best food production ERP can fall short of expectations. Here’s how to ensure your implementation delivers long-term value
1. Involve Stakeholders from Day One
Cross-functional collaboration is not optional, and it’s foundational. From production managers and quality leads to procurement and finance, each department interacts with different manufacturing ERP modules daily. Their insights are crucial during the design phase to avoid workflow mismatches and gaps in functionality.
Best Practice: Host process-mapping workshops early on. These help align the ERP structure with actual on-ground operations rather than assumptions from a top-down view.
2. Invest in Comprehensive Training and Support
One of the most common points of failure in ERP implementation in food manufacturing is inadequate user training. Manufacturing ERP modules, especially those managing quality, traceability, or scheduling, require precise handling. A system is only as strong as the users navigating it.
Best Practice: Deliver role-specific training. For example, plant-floor users should master lot traceability and batch scheduling, while procurement teams need expertise in supplier scoring and automated reordering.
Also, ensure ongoing support isn’t an afterthought. A helpdesk, system champions within departments, and refresher sessions go a long way in encouraging adoption
3. Focus on Continuous Optimization
A food production ERP is not “set and forget.” As the business evolves, new SKUs, process tweaks, and regulation changes, so should your ERP environment. Many food companies fail to revisit core configurations after go-live, missing out on efficiency gains.
Best Practice: Schedule quarterly system reviews to identify underused manufacturing ERP modules or outdated workflows. Encourage department leads to submit improvement feedback that can be fed into configuration updates or additional training.
4. Customize Where It Matters, Not Everywhere
The strength of a well-architected ERP system for food processing lies in its ability to standardize operations while allowing room for critical customization. Resist the urge to over-customize from the start, focus only on modules that manage industry-specific needs like allergen sequencing, FEFO inventory, or catch weight management.
Best Practice: Start with the baseline functionality of your chosen ERP. Monitor where customizations will actually lead to measurable ROI, such as reducing compliance risk or boosting batch yield visibility.
Done right, ERP implementation in food manufacturing doesn’t just digitize operations, it transforms them. With the right people involved, structured training, and a mindset of continuous refinement, manufacturers can extract the full value of their manufacturing ERP modules and turn their ERP into a long-term growth enabler.
What Folio3 FoodTech Brings to Your Food ERP Journey?
At Folio3 FoodTech, we don’t just implement ERP, we solve real challenges for food manufacturers through purpose-built solutions.
With over 15 years of industry experience, we specialize in deploying ERP systems tailored to the unique needs of food producers. Whether it’s managing short shelf lives, regulatory compliance, or variable yields, we ensure the right Manufacturing ERP modules are configured to match your operations, down to the last detail.
Here’s how we help you succeed:
Food Industry Focus
Our deep understanding of production workflows, like recipe management, food traceability management, and temperature-sensitive logistics, means we configure Manufacturing ERP modules that directly address the critical points of your process.
Full-Service ERP Implementation
From scoping and customization to user training and support, we manage the entire lifecycle of your ERP rollout, ensuring maximum adoption and minimum disruption.
Custom Module Development
Whether you need enhanced WMS, catch weight tracking, or automated QA checkpoints, we build or fine-tune Manufacturing ERP modules that solve your business-specific challenges, without overcomplicating the system.
Process Driven Solutions
Be it Microsoft Dynamics, NetSuite, or a custom-built ERP, we adapt the system to your operations, not the other way around.
Proven Outcomes Across Sectors
From dairy and meat solurions to frozen meals and beverages, Folio3 FoodTech has helped food businesses reduce recall risks, cut waste, and improve planning accuracy.
Conclusion
Food manufacturing is high-stakes. A missed expiry, an allergen mistake, or a recall delay can cost more than just money, and it can cost trust.
That’s why food businesses are increasingly turning to ERP systems designed for their needs. Choosing the right Manufacturing ERP modules helps streamline critical operations like batch production, traceability, and compliance, freeing up your teams to focus on quality and growth.
Fix the Gaps in Your Operations
with an ERP That Speaks Food
We help food businesses move from generic or patchworked systems to a fully
integrated ERP, purpose-built for the industry, and designed for you.
Talk to an ERP Specialist
FAQS
What Are The Most Essential Manufacturing ERP Modules For Food Companies?
The most essential Manufacturing ERP modules for food companies include Inventory Management, Production Planning, Quality Management, Traceability Management, and Compliance Management. These modules help food businesses manage perishable stock, meet safety standards, and optimize production workflows.
How Do Manufacturing ERP Modules Improve Food Production Efficiency?
Manufacturing ERP modules simplify key processes, such as batch scheduling, catch-weight tracking, and FEFO-based inventory picking. This reduces waste, ensures accurate order fulfillment, and helps align production with demand in real-time, leading to higher efficiency throughout the food production cycle.
Can Manufacturing ERP Modules Help With Food Recall Management?
Yes, specific Manufacturing ERP modules such as Traceability and Quality Management are designed to support full lot recall functionality. They provide instant backward and forward traceability, helping food processors identify and isolate affected batches within seconds, which minimizes risk and ensures compliance.
How Do I Choose The Right Manufacturing ERP Modules For My Food Business?
Start by identifying your critical challenges, such as yield variability, short shelf life, or allergen control. Then look for Manufacturing ERP modules that directly address these needs. It’s also essential to ensure your ERP system is scalable, integrates well with your current tech stack, and is designed for the food industry.






